In der modernen Produktion werden immer mehr Teile geklebt und ersetzen damit diverse andere Befestigungssysteme.
Um eine schnelle Aushärtung bei der Verwendung von Reaktivklebstoffen und somit eine kurze Taktzeit zu realisieren, wird die Induktionstechnik eingesetzt.
Im Gegensatz zu einem Ofen oder anderen großflächigen Erwärmungsquellen kann die zu erwärmende Stelle an einem Bauteil sehr genau eingegrenzt werden. Die Wärme wird mittels Induktion in das Werkstück eingebracht und erwärmt dadurch auch den eingesetzten Klebstoff. Die Reaktionszeit des Klebstoffs wird durch diese Wärmeeinbringung erheblich verkürzt und die thermische Belastung des Werkstücks auf ein Minimum reduziert.
Im Folgenden haben wir Ihnen eine Auswahl von Lösungen aus unserem Haus zusammengestellt. Gerne erläutern wir Ihnen die Details in einem persönlichen Gespräch. Unsere Lösungen sind individuell auf jede Anwendung zugeschnitten um bestmögliche Ergebnisse zu erreichen. Bei der Qualität der Verarbeitung und dem fertigen Produkt lassen wir uns auf keine Kompromisse ein, sondern streben stets nach Perfektion. Unsere Kunden bezeichnen uns daher oftmals auch als
"Filigrane Manufaktur für Induktives Kleben"

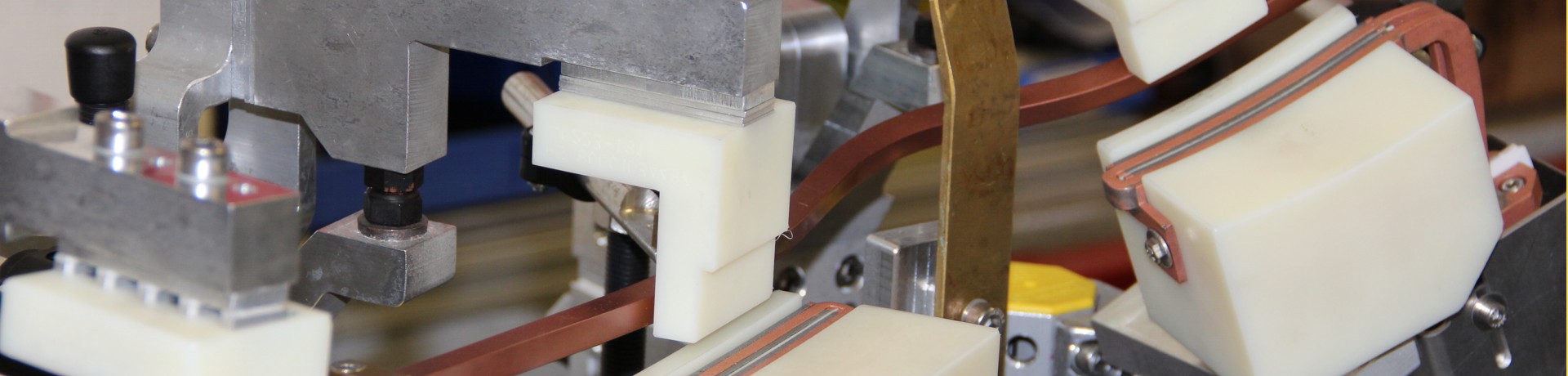
Im Vordergrund eine Spoterwärmung, im Hintergrund ein umlaufender Induktor. Beides integriert in ein Erwärmgestell

Im Vordergrund Erwärmstellen mit der Spot-Technik inkl. Konturblock und Niederhalter

Im Vordergrund eine Spoterwärmung inkl. Konturblock, im Hintergrund ein umlaufender Induktor mit Halterung
Die Größe der Werkstücke spielt dann eine entscheidende Rolle, wenn große Flächen homogen erwärmt werden sollen (z. B. Platten). Einzelne Bereiche oder umlaufende Konturen sind hingegen für die Induktionstechnik kein Problem. Hier ist lediglich das Handling oder die Fixierung der Werkstücke genau zu beachten.
Wärme, welche mittels Induktion in ein Werkstück eingebracht wird, kann sehr genau gesteuert und kontrolliert werden. Insofern eignet sich die induktive Erwärmung auch für komplexe Geometrien, vor allem dann, wenn diese nur partiell erwärmt werden sollen. Eine inhomogene Massenverteilung oder schwer zugängliche Bereiche des Werkstücks müssen speziell berücksichtigt und besprochen werden.
Beim induktiven Kleben mit dem HABIFLEX-Verfahren erfolgt die Wärmebehandlung von Struktur- und Dicht-Klebern im gesamten Umfang des Falzbereichs von Anbauteilen (Türen, Motorhauben etc.) über ein flexibles Induktorkabel.
Induktive Erwärmung ist in der Automobilindustrie die primäre Methode für das Aushärten oder Vorwärmen von Klebstoffen (Induktionskleben) und Dichtungsmassen (Bonding) für schließende Bauteile wie Türen, Motorhauben und Kofferraumdeckel. Jedoch auch für das Kleben anderer Karosserieteile wie z.B. Kotflügel und Rückspiegel (Punktkleben) werden induktive Erwärmungsverfahren verwendet. Sie garantieren beste Qualität und hohe Produktionszahlen. Durch den Einsatz moderner Materialien werden diese Klebeverbindungen zunehmend benötigt. Hier ist induktive Erwärmung sowohl für das Aushärten (Bonding) von Klebstoffen bei Verbindungen mit Metall als auch bei Kohlefasern ideal.


Das induktive Kleben mit dem Hybrid–Verfahren ist eine Kombination aus umlaufender Erwärmung (Kupferrohr) und partieller Erwärmung (Spot).
Der umlaufende Induktor wird der Kontur des Werkstücks exakt angepasst und ermöglicht eine Vorerwärmung der Falzkante. Diese wird benötigt, um auch bei Verwendung von Trockenschmierstoffen eine optimale Verbindung zwischen Kleber und Bauteil zu gewährleisten. Die Vorgelierung des Klebstoffs erfolgt durch die punktuelle Erwärmung (Spot).
Die Anzahl der Spots wird durch die Geometrie des Bauteils bestimmt. Es können mehrere Spots zu Gruppen zusammengefasst werden, deren Regelung und Steuerung individuell erfolgen kann. Darüber hinaus wird durch die Einstellung des Abstands zwischen Induktor und Bauteil das gewünschte Erwärmungsprofil erzeugt.


Beim Verfahren durch UMLAUFENDEN INDUKTOR wird ein Kupferrohr an die Form des Bauteils angepasst. Hierdurch erfolgt eine homogene Erwärmung von Struktur- oder Dicht-Klebern im Falzbereich von Karosserieanbauteilen wie z.B. Türen oder Motorhauben.
Bild: Induktorausführung aus E-Cu-Rohr, wassergekühlt

Beim induktiven Kleben mit dem SPOT-Verfahren werden Karosserieanbauteile wie z.B. Türen oder Motorhauben im Falzbereich partiell erwärmt. Durch diese partielle Wärmeeinbringung wird eine Reduzierung des Verzugs erreicht, insbesondere bei Alu-Komponenten.
Die Anzahl der Spots wird durch die Geometrie des Bauteils bestimmt. Es ist möglich, mehrere Spots zu Gruppen zusammenzufassen, deren Regelung und Steuerung individuell erfolgen kann. Darüber hinaus wird durch die Einstellung des Abstands zwischen Induktor und Bauteil das gewünschte Erwärmungsprofil erzeugt.


Beim induktiven Kleben mit dem HABIFLEX-Verfahren erfolgt die Wärmebehandlung von Struktur- und Dicht-Klebern im gesamten Umfang des Falzbereichs von Anbauteilen (Türen, Motorhauben etc.) über ein flexibles Induktorkabel.
Induktive Erwärmung ist in der Automobilindustrie die primäre Methode für das Aushärten oder Vorwärmen von Klebstoffen (Induktionskleben) und Dichtungsmassen (Bonding) für schließende Bauteile wie Türen, Motorhauben und Kofferraumdeckel. Jedoch auch für das Kleben anderer Karosserieteile wie z.B. Kotflügel und Rückspiegel (Punktkleben) werden induktive Erwärmungsverfahren verwendet. Sie garantieren beste Qualität und hohe Produktionszahlen. Durch den Einsatz moderner Materialien werden diese Klebeverbindungen zunehmend benötigt. Hier ist induktive Erwärmung sowohl für das Aushärten (Bonding) von Klebstoffen bei Verbindungen mit Metall als auch bei Kohlefasern ideal.
Das induktive Kleben mit dem Hybrid–Verfahren ist eine Kombination aus umlaufender Erwärmung (Kupferrohr) und partieller Erwärmung (Spot).
Der umlaufende Induktor wird der Kontur des Werkstücks exakt angepasst und ermöglicht eine Vorerwärmung der Falzkante. Diese wird benötigt, um auch bei Verwendung von Trockenschmierstoffen eine optimale Verbindung zwischen Kleber und Bauteil zu gewährleisten. Die Vorgelierung des Klebstoffs erfolgt durch die punktuelle Erwärmung (Spot).
Die Anzahl der Spots wird durch die Geometrie des Bauteils bestimmt. Es können mehrere Spots zu Gruppen zusammengefasst werden, deren Regelung und Steuerung individuell erfolgen kann. Darüber hinaus wird durch die Einstellung des Abstands zwischen Induktor und Bauteil das gewünschte Erwärmungsprofil erzeugt.
Beim Verfahren durch UMLAUFENDEN INDUKTOR wird ein Kupferrohr an die Form des Bauteils angepasst. Hierdurch erfolgt eine homogene Erwärmung von Struktur- oder Dicht-Klebern im Falzbereich von Karosserieanbauteilen wie z.B. Türen oder Motorhauben.
Bild: Induktorausführung aus E-Cu-Rohr, wassergekühlt
Beim induktiven Kleben mit dem SPOT-Verfahren werden Karosserieanbauteile wie z.B. Türen oder Motorhauben im Falzbereich partiell erwärmt. Durch diese partielle Wärmeeinbringung wird eine Reduzierung des Verzugs erreicht, insbesondere bei Alu-Komponenten.
Die Anzahl der Spots wird durch die Geometrie des Bauteils bestimmt. Es ist möglich, mehrere Spots zu Gruppen zusammenzufassen, deren Regelung und Steuerung individuell erfolgen kann. Darüber hinaus wird durch die Einstellung des Abstands zwischen Induktor und Bauteil das gewünschte Erwärmungsprofil erzeugt.

Die Voraussetzung für das induktive Kleben sind ein metallisches Werkstück oder auch Kohlefaserverbundwerkstoffe. Ebenso können auch zwei unterschiedliche Werkstoffe induktiv verklebt werden wie z.B. Aluminium- und Stahlteile.
Die Klebestelle sollte sich direkt im Wirkungsbereich des Induktors befinden oder aber in dessen unmittelbarer Nähe, um die Wärmeleitfähigkeit des Werkstoffs auszunutzen.
Generell können sowohl Ein- als auch Zweikomponenten-Klebstoffe induktiv geliert werden.

Die Grenzen des induktiven Verklebens sind vor allem durch die Bauart, Geometrie oder Größe des zu erwärmenden Bauteils bestimmt. Ein Werkstück, das bedingt durch seine Masseverteilung sehr inhomogen ist, kann problematisch sein. Ebenso sind Ecken, Kanten und Einschnitte, welche schlecht erreicht werden können, als kritisch einzustufen.
In allen Fällen kontaktieren Sie uns bitte, damit wir Sie anhand langjährigen Erfahrung umfassend beraten können! Nichts ist unmöglich, aber nicht alles ist umsetzbar.
Temperaturbeständige Bauteilauflage mit Druckstücken an den Spannern und angebautem Induktorsystem, sodass das Bauteil während des Geliervorgangs / Erwärmungprozesses in korrekter Position und Geometrie gehalten wird.
Halterungen für das Induktorsystem mit Möglichkeit der Feineinstellung. Durch Variation des Abstands zwischen Induktorsystem und Bauteil ist hierbei die Temperaturverteilung den Kundenwünschen entsprechend einstellbar.
Induktorsystem, speziell angepasst auf die Eigenschaften des Bauteils.
Zum Gelieren von Karosserieanbauteilen werden hochpräzise Auflagen benötigt. Diese Auflagen, auch Geliergestelle oder Erwärmungsstationen genannt, werden für jedes Anbauteil separat konstruiert und angefertigt. Um das Bauteil im Anschluss in die gewünschte Form zu bringen, wird es in ein definiertes Formnest eingespannt und durch spezielle Klemmarme fixiert. Abschließend sorgen Spanneinheiten, die Art der induktiven Erwärmung sowie die Anzahl der Erwärmungsstellen (bei Spotbonding) dafür, dass der Kleber ausgehärtet wird.
Durch die Zusammenarbeit mit invenio Automation Solutions GmbH bündeln wir die Kompetenz beider Unternehmen im Bereich der Induktionserwärmung: gemeinsam realisieren wir innovative Lösungen für induktive Geliergestelle - exakt auf die Wünsche des Kunden zugeschnitten. Durch das Einhalten von zuvor definierten Konstruktionsrichtlinien verläuft die Entwicklung und Produktion nach kundenspezifischen Vorgaben. Wir liefern Produkte in bester Qualität unter Berücksichtigung aller zutreffenden Vorschriften, technischen Standards und Normen.
Unser Partner invenio garantiert die fachgerechte Entwicklung und Montage der Geliergestelle, wobei das Unternehmen auf eine langjährige Expertise hinsichtlich der Geliergestelle sowie Automatisierung, Prüftechnik und Systemmontage zurückgreifen kann.
Mit dieser Partnerschaft, die nicht allein auf Konstruktion und Bauteilfertigung beruht, sowie umfassendem Knowhow garantieren wir zuverlässige Lösungen für Ihre Anbauteile und höchste Qualität der induktiven Geliergestelle.
invenio Automation Solutions GmbH, Tiefental 13, 93468 Miltach, Tel. +49 (6142) 899-210, E-Mail: as@invenio.net, www.invenio.de


Ja nach Anforderung des Kunden bieten wir bei GH Induction verschiedene Induktorsysteme an:

Das HABIFLEX-Induktorkabel ist ein wassergekühlter Induktor in elastischer, flexibler Schlauchform mit innenliegender Kupferlitze und Schraubanschlüssen.

(Kupferrohr) Umlaufendes wassergekühltes Induktorsystem aus E-Cu-Rohr, welches der Form des Bauteils angepasst wird.

Der SPOT-Induktor ist eine Einheit aus einem Induktor, der mit Feldkonzentratoren bestückt ist, und einem speziell entwickelten Trafo.

Die HYBRID-Induktoren sind eine Kombination aus feststehendem Kupferrohr und Spot-Induktoren.
Für die Anfertigung eines Masterbauteils wird ein serienidentisches Bauteil verwendet.
Dieses wird von GH mit Temperaturmessstellen versehen. Bei der Messung mit dem Masterbauteil werden Messpunkttemperaturen ermittelt, um eine Temperaturkurve über eine bestimmte Erwärmungszeit zu erstellen. Somit ist durch das Masterbauteil eine Qualitätsprüfung des Erwärmungsprozesses im Produktionsablauf möglich.


Die Trafo-Schwingkreiseinheit stellt die erforderliche Blindleistung für den Induktionsprozess bereit und dient ebenso zur Impedanzanpassung des Induktorsystems an die Ausgangsspannung des Induktionsgenerators von ca. 550V. Diese Impedanzanpassung erzeugt sekundärseitig die erforderlichen Ströme von ca. 1000A im Induktorsystem, wobei der Transformator die galvanische Trennung vom Stromnetz übernimmt. Im Gegensatz zu einem klassischen Netztransformator ist die Bauart bei 10kHz aufgrund der kleinen Kernquerschnitte und Windungszahlen deutlich verkleinert.

Bei den üblichen Klebe-/ Bondinganwendungen kommt ein Transistorgenerator mit einer Arbeitsfrequenz von 5 – 30 kHz zum Einsatz. Je nach Anwendung werden hierbei verschiedene Leistungsgruppen von ca. 5 kW…30 kW je Leistungsausgang verwendet. Mit bis zu 6 Leistungsausgängen kann die zur Verfügung stehende Gesamtleistung auf die einzelnen Gruppen aufgeteilt werden. Jede Gruppe ist eigenständig regel- und steuerbar.
Die Generatoren sind äußerst langlebig und wartungsfrei konzipiert. Die mit digitaler Signalverarbeitung ausgestattete Prozessteuerung „Klebergelieren“ ist integraler Bestandteil der Induktionsgeneratorserie.
Temperaturbeständige Bauteilauflage mit Druckstücken an den Spannern und angebautem Induktorsystem, sodass das Bauteil während des Geliervorgangs / Erwärmungprozesses in korrekter Position und Geometrie gehalten wird.
Halterungen für das Induktorsystem mit Möglichkeit der Feineinstellung. Durch Variation des Abstands zwischen Induktorsystem und Bauteil ist hierbei die Temperaturverteilung den Kundenwünschen entsprechend einstellbar.
Induktorsystem, speziell angepasst auf die Eigenschaften des Bauteils.
Zum Gelieren von Karosserieanbauteilen werden hochpräzise Auflagen benötigt. Diese Auflagen, auch Geliergestelle oder Erwärmungsstationen genannt, werden für jedes Anbauteil separat konstruiert und angefertigt. Um das Bauteil im Anschluss in die gewünschte Form zu bringen, wird es in ein definiertes Formnest eingespannt und durch spezielle Klemmarme fixiert. Abschließend sorgen Spanneinheiten, die Art der induktiven Erwärmung sowie die Anzahl der Erwärmungsstellen (bei Spotbonding) dafür, dass der Kleber ausgehärtet wird.
Durch die Zusammenarbeit mit invenio Automation Solutions GmbH bündeln wir die Kompetenz beider Unternehmen im Bereich der Induktionserwärmung: gemeinsam realisieren wir innovative Lösungen für induktive Geliergestelle - exakt auf die Wünsche des Kunden zugeschnitten. Durch das Einhalten von zuvor definierten Konstruktionsrichtlinien verläuft die Entwicklung und Produktion nach kundenspezifischen Vorgaben. Wir liefern Produkte in bester Qualität unter Berücksichtigung aller zutreffenden Vorschriften, technischen Standards und Normen.
Unser Partner invenio garantiert die fachgerechte Entwicklung und Montage der Geliergestelle, wobei das Unternehmen auf eine langjährige Expertise hinsichtlich der Geliergestelle sowie Automatisierung, Prüftechnik und Systemmontage zurückgreifen kann.
Mit dieser Partnerschaft, die nicht allein auf Konstruktion und Bauteilfertigung beruht, sowie umfassendem Knowhow garantieren wir zuverlässige Lösungen für Ihre Anbauteile und höchste Qualität der induktiven Geliergestelle.
invenio Automation Solutions GmbH, Tiefental 13, 93468 Miltach, Tel. +49 (6142) 899-210, E-Mail: as@invenio.net, www.invenio.de
Ja nach Anforderung des Kunden bieten wir bei GH Induction verschiedene Induktorsysteme an:
Das HABIFLEX-Induktorkabel ist ein wassergekühlter Induktor in elastischer, flexibler Schlauchform mit innenliegender Kupferlitze und Schraubanschlüssen.
(Kupferrohr) Umlaufendes wassergekühltes Induktorsystem aus E-Cu-Rohr, welches der Form des Bauteils angepasst wird.
Der SPOT-Induktor ist eine Einheit aus einem Induktor, der mit Feldkonzentratoren bestückt ist, und einem speziell entwickelten Trafo.
Die HYBRID-Induktoren sind eine Kombination aus feststehendem Kupferrohr und Spot-Induktoren.
Für die Anfertigung eines Masterbauteils wird ein serienidentisches Bauteil verwendet.
Dieses wird von GH mit Temperaturmessstellen versehen. Bei der Messung mit dem Masterbauteil werden Messpunkttemperaturen ermittelt, um eine Temperaturkurve über eine bestimmte Erwärmungszeit zu erstellen. Somit ist durch das Masterbauteil eine Qualitätsprüfung des Erwärmungsprozesses im Produktionsablauf möglich.
Die Trafo-Schwingkreiseinheit stellt die erforderliche Blindleistung für den Induktionsprozess bereit und dient ebenso zur Impedanzanpassung des Induktorsystems an die Ausgangsspannung des Induktionsgenerators von ca. 550V. Diese Impedanzanpassung erzeugt sekundärseitig die erforderlichen Ströme von ca. 1000A im Induktorsystem, wobei der Transformator die galvanische Trennung vom Stromnetz übernimmt. Im Gegensatz zu einem klassischen Netztransformator ist die Bauart bei 10kHz aufgrund der kleinen Kernquerschnitte und Windungszahlen deutlich verkleinert.
Bei den üblichen Klebe-/ Bondinganwendungen kommt ein Transistorgenerator mit einer Arbeitsfrequenz von 5 – 30 kHz zum Einsatz. Je nach Anwendung werden hierbei verschiedene Leistungsgruppen von ca. 5 kW…30 kW je Leistungsausgang verwendet. Mit bis zu 6 Leistungsausgängen kann die zur Verfügung stehende Gesamtleistung auf die einzelnen Gruppen aufgeteilt werden. Jede Gruppe ist eigenständig regel- und steuerbar.
Die Generatoren sind äußerst langlebig und wartungsfrei konzipiert. Die mit digitaler Signalverarbeitung ausgestattete Prozessteuerung „Klebergelieren“ ist integraler Bestandteil der Induktionsgeneratorserie.

Karosserieanbauteile
Alle metallischen Anbauteile wie z. B. Türen, Motorhauben, Kofferraumdeckel, Kotflügel usw. können mittels Induktion schnell und verzugsarm verklebt werden. Geringe Verzüge sind durch exakt steuerbare Wäremeinbringung in das Werkstück und Fixierung auf einer Geostation gewährleistet.
Optimale Ergebnisse werden durch das Zusammenspiel von einer Geostation, welche für jedes Anbauteil exakt gebaut und vermessen wird, und einem bewährten Umrichter mit Prozesskontrolle ermöglicht. GH hat in diesem Bereich jahrelange Erfahrung mit mehreren Hundert installierten Einheiten.
Batterieböden, Akkus
Im Bereich E-Mobilität spielen die Batterien bzw. Akkus eine zentrale Rolle. Diese Batterien werden direkt oder indirekt auf spezielle Aufbauten des Kunden so verklebt, dass sowohl die Abführung der im Betrieb entstehenden Wärmeentwicklung als auch die sichere Befestigung optimal sind.
Elektromotoren
Einige Komponenten der Elektromotoren werden innerhalb der Prozesskette induktiv erwärmt. Typische induktive Anwendungen im Bereich Elektromotoren sind das Einkleben von Magneten in Rotoren oder der Gelierprozess von aufgeträufeltem Harz bei Statoren. GH verfügt auch hier über reichlich Erfahrung bei diversen Projekten und Kunden.

Elektromotoren
Elektromotoren, wie z. B. für Staubsauger, werden ebenfalls induktiv wärmebehandelt. Die Aushärtung von verklebten Magneten, auch bei komplexen Geometrien der Werkstücke, steht hier im Vordergrund.
der Induktionserwärmung gegenüber Konvektions- oder Strahlungserwärmung, Flamme oder sonstigen Erwärmungsmethoden
Nehmen Sie doch Kontakt auf. Wir helfen Ihnen gerne weiter.
Telefonisch sind wir unter 06272 92160 und elektronisch unter info@gh-induction.de erreichbar.
Gerne können Sie uns auch eine Nachricht über unser Kontaktformular hinterlassen.
